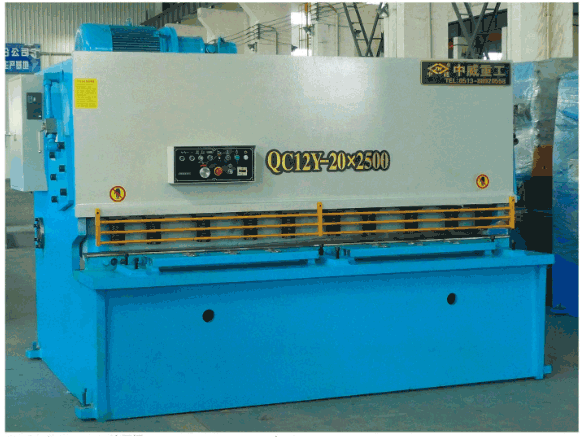
Гидравлические гильотинные ножницы QC12Y предназначены для качественной рубки металла. Рама гильотинных ножниц выполнена из сварных листов и сконструирована для обеспечения высокого уровня устойчивости к статическим и динамическим нагрузкам. Процесс рубки металла на гильотинных ножницах данного типа организован по принципу «качающейся балки». Балка, на которой закреплен верхний нож гильотинных ножниц, движется по дуговой траектории. Опускание режущей балки гидравлических гильотинных ножниц происходит за счет работы системы из двух гидроцилиндров, блока распределительных клапанов и насосной станции гильотинных ножниц. Возвратное движение ножа гильотинных ножниц организовано за счет давления азота в гидравлических цилиндрах гильотинных ножниц. Гидравлические гильотинные ножницы за счет установленной системы гидравлических прижимов позволяют добиться точного позиционирования металлического листа в момент рубки.
 +7 (914) 5560-666
(покупка запчастей)
+7 (914) 5660-777
(покупка техники)
+7 (914) 5560-666
(покупка запчастей)
+7 (914) 5660-777
(покупка техники)
 +7 (914) 5560-666
(покупка запчастей)
+7 (914) 5660-777
(покупка техники)
+7 (914) 5560-666
(покупка запчастей)
+7 (914) 5660-777
(покупка техники)

 Корзина
Корзина Вход
Вход